Центробежное литье
Центробежным литьем называют способ
получения отливок, при котором расплав заливают во вращающуюся форму. Жидкий сплав,
испытывая действие центробежных сил,
оттесняется
к стенкам формы. Машины для центробежного литья
конструируют
с вертикальными и горизонтальными осями вращения.
Принцип действия машин для центробежного литья показан
на
рис. 6. При использовании металлической литейной формы
1
с вертикальной осью жидкий сплав заливают по центру формы из ковша
2. При вращении формы жидкость отбрасывается к стенкам. Во втором
случае при горизонтальном расположении оси металлической литейной
формы расплав из ковша
2
заливают в приемный желоб
3,
из
которого он подается к стенкам вращающейся литейной формы.
При центробежном литье могут быть использованы стержни образования
полости внутри детали.
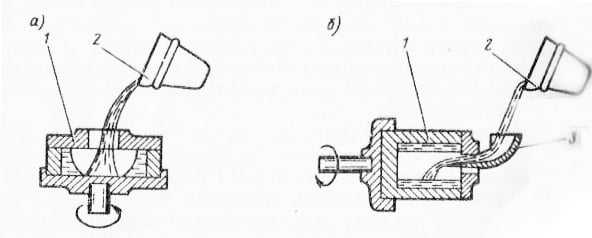
Рис. 6. Принцип действия машин для центробежного литья:
а — с вертикальной осью;
б — с горизонтальной осью
Как в
первом, так и во втором
случаях металл затвердевает в виде полой цилиндрической заготовки,
причем во втором случае ее внутренняя поверхность не будет строго
цилиндрической, так как под действием силы тяжести толщина стенок
будет
разной.
Важным преимуществом центробежного литья является то, что под действием
силы тяжести металлическая часть сплава отбрасывается на периферию, а
нежелательные шлаковые и газовые включения скапливаются изнутри. В
результате отливка получается более чистой и свойства ее улучшаются.
Кристаллизация металла происходит под
действием центробежных
сил. При этом структура слитка
получается плотной, с высокими механическими свойствами. Стоимость
центробежной отливки снимется за счет отсутствия сложной литниковой
системы. Однако
полностью
избежать неравномерной структуры слитка не удается.
