|
Медные припои
Медь широко используют в качестве припоя при пайке ни
низкоуглеродистых
и углеродистых сталей, малолегированных и
легированных
сталей, коррозионностойких сталей, чугуна, никеля и
никелевых
сплавов, а также ряда других металлов и сплавов. Низкая
упругость паров меди способствует ее применению при пайке
деталей
электровакуумных приборов.
Медь, как и любой другой чистый металл, не имеет интервала
кристаллизации, что позволяет получать плотные паяные швы
без
пористости. Являясь прочным и высокопластичным металлом,
медь дает возможность получать прочные и пластичные швы,
в
том числе и в случае спаев, несогласованных по коэффициентам
термического расширения.
Для пайки обычно рекомендуют использовать медь марок
М0
М0б,
М1р, М2р по ГОСТ 859—2001, не содержащих кислород,
а пайку
производить в восстановительной или защитной газовой атмосфере либо в
вакууме.
В
окислительной атмосфере кислород диффундирует в медь с
образованием
закиси меди Cu2О, что может привести к появлению
межкристаллитных
трещин и последующему водородному охрупчиванию в процессе отжига
паяного соединения в водородсодержащей
атмосфере. Аналогичным образом, при пайке в восстановительной
атмосфере кислородсодержащей медью марок
Ml,
М2,
М3
присутствующая в них закись меди Cu2О восстанавливается
водордом
с образованием большого количества водяных паров,
приводящих к пористости и охрупчиванию паяного шва; при этом происходит
потеря вакуумной плотности паяного соединения.
При температуре пайки 1100…1120 °С медь хорошо растекается
по паяной
поверхности и легко поднимается в капиллярные зазоры
на большую
высоту. Это используется для получения паяного соединения большой
протяженности (15 мм и более), которое трудно осушить другими припоями.
Соединительные зазоры при пайке
медью
рекомендуется иметь порядка 0,05 мм и менее.
В
случаях, когда пайка происходит без флюса в вакууме, в атмосфере
инертного газа, либо в водороде, паяемые металлические поверхности
должны быть подготовлены к пайке - протравлены и
обезжирены.
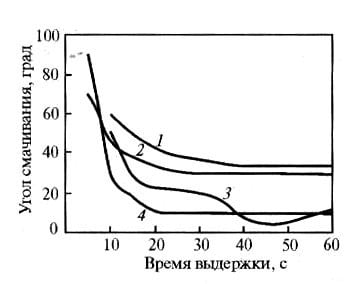
Растекаемость меди по такой поверхности улучшается
с
увеличением продолжительности процесса пайки (рис.
1). Обычно
продолжительность
пребывания паяемой конструкции
при температуре пайки не превышает нескольких минут.
Рис 1. Изменение угла смачивания
меди М0 от времени выдержки: по молибдену (1), никелю (2), ковару (3 и
железу (4). Вакуум 10-4 мм рт.ст.; температура 1100оС
Как правило, соединение,
паяемое медью, более прочное, чем чистая медь (табл.1): если у меди
величина временного сопротивления разрыву составляет около 200 МПа, то σb
паяного медью соединения достигает 350…400 МПа и более. Это обусловлено
растворимостью паянного металла в меди.
Таблица
1. Технологические свойства чистой меди при пайке в вакууме*
|
Свойства |
Величина |
|
Температура пайки, °С |
1100…1120 |
|
Угол смачивания**, град: |
|
|
по ковару |
10 |
|
по стали |
9 |
|
по молибдену |
35 |
|
по никелю |
30 |
|
Временное сопротивление разрыву паяного встык соединения
σb,
МПа: |
|
|
сталь—ковар |
390 |
|
сталь — сталь |
370 |
|
молибден—коррозионностойкая сталь |
350 |
|
молибден-ковар |
320 |
|
молибден—молибден |
410 |
|
Относительное удлинение
δ5,
%: |
|
|
сталь —ковар |
30 |
|
сталь — сталь |
33 |
|
молибден-ковар |
2,5 |
|
*Упругость паров меди при температуре 700 °С менее 10-8
мм рт.ст. |
|
**Угол смачивания — угол, образуемый касательной к
поверхности
капли припоя и плоскостью твердого тела. |
Следует отметить, что жидкая медь весьма активно взаимодействует с
паяемыми металлами. Жидкая медь склонна к проникновению по границам
зерен железа в низкоуглеродистых и
конструкционных
сталях. При пайке высоконикелевых сталей, никеля
и никелевых сплавов медь в расплавленном
состоянии взаимодейвует
с основным металлом, образуя более тугоплавкий, чем
медь
сплав, который при температуре пайки плохо растекается и
не
падает в зазоры. При пайке молибдена необходимо строго
соблюдать
режим пайки (температура 1100 °С, выдержка не более 10 минут), так как
увеличение температуры и выдержки приводят к увеличению
хрупкой диффузионной зоны и к снижению
прочности
паяного
соединения. Подобное явление происходит и при
пайке
титана чистой медью; в этом случае при избытке меди могут образовываться
легкоплавкие структурные составляющие.
При
флюсовой пайке углеродистых и малолегированных сталей
в
контролируемых газовых средах самым распространенным
способом
является пайка медью в печах с восстановительной атмосферой (водород,
диссоциированный аммиак, продукты цепочного сгорания смеси
воздуха с газами: генераторным, бытовым,
пропаном и другими). Окисная пленка на поверхности этих
сталей
химически неустойчивая, легко восстанавливается в газовых
средах и растворяется флюсами № 200 и № 201 (ГОСТ
23178-78).
При пайке малолегированных сталей, содержащих хром и алюминий, которые
образуют на поверхности стали более
химически
стойкие окислы, следует применять более активный
флюс
№ 209 (ГОСТ 23178-78).
При температуре пайки чистая медь достаточно хорошо растекается
по паяемой поверхности коррозионностойких сталей; при
этом
происходит отжиг стали. Хорошие результаты получаются при пайке
коррозионностойких сталей медью в среде аргона с
трехфтористым
бором
(BF3).
При пайке медью конструкционных сталей можно совмещать процесс пайки с
закалкой и последующим отпуском; при этом сохраняется прочность
основного металла и повышается прочность
паяного
шва. Аналогичным образом можно поступать и при пайке медью
инструментальных сталей.
При пайке чугуна медь в качестве припоя применяют сравнительно
редко, так как высокая температура пайки приводит к графитизации
чугуна. Кроме того, при перегреве выше 900 °С в процессе охлаждения
может выделяться хрупкий цементит.
Применению меди в качестве припоя способствует ее относительная
дешевизна по сравнению с другими припоями.
|
